

摘要:本文從原材料、工藝、設備三方面綜合分析復合膜出現白點、氣泡的原因,并從生產實際出發總結出一些解決措施。
在軟包裝行業中,復合加工方式主要有干法復合、濕法復合、無溶劑復合、流延(擠出)復合、共擠復合。從我國現階段的發展情況來看,干法復合是我國最傳統、應用最廣泛、所占比重最大的一種復合技術,廣泛應用于食品、藥品、化妝品、日用品、輕工產品、化學品、電子產品等包裝。
各種復合方式加工好的復合膜均有一些問題,干法復合中常見的問題有復合膜中有白點、氣泡;復合物起皺;粘結牢度不良;復合后膠層發粘;殘留溶劑超標;復合物透明度不良;復合產品產生“斑點”;h復合膜卷曲等。而最常見的問題就是復合膜中有白點和氣泡。
一、白點與氣泡
所謂白點是指兩層薄膜未密切貼合,復合成品內有空檔,造成光線反射率的差異形成的。氣泡也是兩層薄膜未完全貼合,兩層復合薄膜之間有空檔,且有氣體存在。但是,業界對白點與氣泡的區別沒有一個統一的說法,一般將直徑較小且分布較多的叫白點,而將直徑較大(通常要大于1mm)且分布數量較少的叫作氣泡。
二、產生原因及解決方法
白點和氣泡的產生和原材料、工藝與設備都有關系。
1、原材料方面
膠水中水分含量太高,乙酯中的水(還有醇、酸等)與固化劑中的異氰酸根基團(-NCO)發生如下化學反應:
2R-NCO+H2O → R-NHCONH-R+CO2↑
對復合膜的影響主要表現在以下幾個方面:
(1)該反應消耗固化劑,使配比不準確,嚴重時造成復合膜固化不良,剝離強度差;
(2)該反應產生二氧化碳,使復合制品易產生氣泡、白點;
(3)該反應生成內聚強度更高的聚氨酯脲(R-NHCONH-R),使復合制品易產生晶點或變硬;
(4)溶劑揮發速度減慢,殘留量增大。
膠水中的水分主要來自兩個方面:
(1)配膠所需的稀釋溶劑(溶劑中的含水量不超過0.2%);
(2)空氣中含有大量的水分(尤其是在高溫潮濕的季節),空氣中水分在一定條件下大量進入膠液中或附在塑料薄膜表面(尤其是NY薄膜)。
解決方法:將膠斗加熱,使膠溫始終稍高于露點溫度,這樣就可以確保周圍環境中的水氣不會進入膠盤中。
2、工藝方面
(1)上膠量不足
復合膜根據結構不同,有不同的上膠量要求(常規):塑/塑(無印刷)2.0g/m2左右;塑/塑(油墨少)2.5g/m2左右;塑/塑(油墨多)3.0g/m2左右;塑/鋁(無印刷)3.0g/m2左右;塑/鋁(油墨少)3.3g/m2左右;塑/鋁(油墨多)3.5g/m2左右;塑/鋁(抗酸辣)3.8g/m2左右;塑/鋁(耐蒸煮)4.5g/m2左右;塑/紙5.0g/m2左右。
任何看起來很光滑的表面(如PET、BOPP、NY、 PE、 CPP、鍍鋁薄膜、鋁箔等),用放大鏡觀察,都可以發現是凹凸不平的。尤其是印刷后的油墨表面更是凹凸不平且多孔隙。復合時,首先要用膠粘劑將復合基材本身的凹凸不平和油墨表面的凹凸不平、眾多的孔隙填平,同時還要在油墨的表面形成一定厚度的粘合劑層,這樣才能將需要復合的二層基材牢固地粘合在一起。需要膠黏劑的量就是所謂的上膠量。膠少或沒膠的地方就容易出現氣泡或白點現象。(如圖1圖2所示)
?????????? 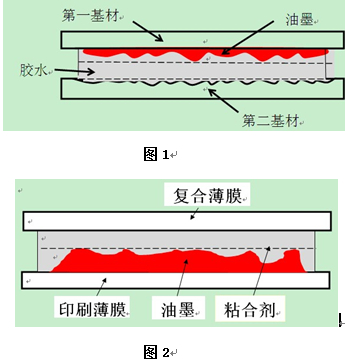
很明顯,圖2中由于上膠量不足,導致復合膜中出現白點、氣泡。
解決方法:① 選擇涂布量大一點的上膠輥,或適當提高膠粘劑的工作濃度。②選擇合適的工作粘度,膠液粘度始終在正常范圍內。③每天工作結束,一定要認真清洗網線輥;
(2) 膠粘劑干燥不充分
干燥系統一般分三區加熱。涂膠薄膜剛進入烘箱時,由于粘合劑中的溶劑容易揮發,故干燥溫度應低一些,以免溶劑揮發過快,造成膠層表面結皮。隨著粘合劑粘度升高,分子量增大,溶劑揮發變得困難,此時則應適當提高第二、第三區烘箱的溫度,使殘留的溶劑完全揮發掉。溫度的設定要根據材料和粘合劑的種類而定(通常設定形式:一區設定65℃、二區設定75℃、三區設定85℃)。烘道溫度設定不合理、干燥能力不足、排風量不夠、復合線速度過快等原因都會影響到溶劑的揮發速度,從而產生氣泡。
解決方法:
①復合后可將復合膜放置在車間里,在常溫下復合薄膜中的殘留溶劑就不易產生溶劑快速汽化的問題,復合薄膜也就不容易出現氣泡或氣泡現象惡化的問題。
②一復后在常溫下放置24h后再進入熟化室熟化,或在常溫下放置24h后再進行二復,待二復后再進入熟化室熟化。
(3)膠層未流平
膠液的流平性與基材涂布面張力、油墨和膠液的表面張力、涂布時膠液的粘度以及是否采用勻膠輥等因素均有著密切的關系。
解決方法:
①確保膠盤中的粘度。隨著膠粘劑的粘度逐漸升高,膠粘劑的流平性能會逐漸變差。因此必須確保膠盤中膠粘劑的粘度始終在正常的范圍內。
②確保流平時間。大多干復機在上膠盤的上方與干燥箱進口之間裝有隔離罩,主要目的也還是為了排除周圍環境的干擾,盡量減少膠液中的溶劑在這段空間里揮發,盡量保持膠液良好的流動性和流平性。
③使用抹平輥。
④適當提高復合熱輥溫度。復合熱輥加熱的目的:使從干燥箱出來的第一基材上已干固的膠粘劑再次熔化、流動,進一步消除小孔洞、小縫隙,在復合壓輥的壓力作用下排出空氣,使二層膜緊密熨合。
⑤適當提高熟化室溫度。不含溶劑但還沒有充分固化的聚氨酯膠粘劑還有一定的流動性。熟化室中的復合薄膜中的膠粘劑在較高溫度的作用下還會緩慢流動,溫度越高流動性能越好,大的白點會縮小,小的白點會消失,直至膠粘劑的分子量增大到膠不能流動為止。
3、設備方面
(1) 復合壓輥不平整
復合壓輥和熱輥不平整,或壓輥兩端壓力不平衡,或因軸承磨損造成與熱輥之間不平行,不平整的地方都會帶進空氣產生氣泡。復合壓輥表面質量極為重要,要求膠輥表面平整、細膩、平滑、無細小麻點、無線紋等缺陷,膠輥表面的硬度要均勻,硬度要適中。
(2) 復合輥與膜之間的角度不適宜
包角過大,特別是對剛性較大的材料,易引起皺折甚至氣泡。另外,高速轉動的薄膜帶有大量的靜電,附著有很厚的空氣層,該空氣層在進入復合輥之前被擠壓出去的很少,容易穿過壓合點進入復合膜,在復合膜中形成小氣泡。應仔細調整角度,改變包角,盡量按切線方向進入復合輥。另外,切忌對著復合壓合點處吹風,這樣將有大量的空氣被夾帶入復合膜中。
三、結語
復合膜產生白點、氣泡,是軟包裝生產過程中非常常見的質量缺陷,企業也有很多不同的方法改善和解決。但最根本的一點,還是企業對原材料、工藝還有設備每個細節的控制,這些質量點控制得越好,越能減少復合膜出現的故障,使產品質量越來越高。